DLH ഫീമെയിൽ റൺ ടീ സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ കംപ്രഷൻ ഇൻസ്ട്രുമെന്റേഷൻ ട്യൂബ് ഫിറ്റിംഗ്സ്


| ട്യൂബ് ഒ.ഡി | NPT | അടിസ്ഥാന ഓർഡർ നമ്പർ | അളവുകൾ | |||
| വലിപ്പം | ||||||
| A | D | E® | F | |||
| അളവുകൾ, ഇൻ. | ||||||
| 1/4. | 1/8. | DLH-04-02DLH-04-04 | 0.97 | 0.6 | 0.19 | 1/2. |
| 1/4. | ||||||
| 3/8. | 1/8. | DLH-06-02DLH-06-04 DLH-06-06 | 1.1 | 0.66 | 0.19 | 5/8. |
| 1/4. | 1.1 | 0.28 | 5/8. | |||
| 3/8. | 1.15 | 0.28 | 13/16 | |||
| 1/2. | 3/8. | DLH-08-06 | 1.26 | 0.9 | 0.38 | 13/16 |
| 1/2. | DLH-08-08 | 0.41 | ||||
| 3/4. | 3/4. | DLH-12-12 | 1.33 | 0.96 | 0.62 | 1 1/16 |
| 1 | 1 | DLH-16-16 | 1.59 | 1.23 | 0.88 | 1 3/8 |
റഫറൻസിനായി പരസ്പരം മാറ്റാവുന്നത്
പാർക്കർ:
ഈറ്റൺ/വെതർഹെഡ്:
മിഡ്ലാൻഡ്:
swagelok:-400-5-2 -400-5-4 -600-5-2 -600-5-4 -600-5-6 -810-5-6 -810-5-8 -1210-5-12 -1610-5-16
ദയവായി ശ്രദ്ധിക്കുക: അഭ്യർത്ഥന പ്രകാരം വിതരണം ചെയ്ത നോൺ-സ്റ്റോക്ക് ഇനങ്ങളുടെ ക്വട്ടേഷനുകളും ഡെലിവറിയും.കോൺഫിഗറേഷനുകളും അളവുകളും അറിയിപ്പ് കൂടാതെ മാറ്റത്തിന് വിധേയമാണ്.
ഇൻസ്ട്രുമെന്റേഷൻ ട്യൂബ് ഫിറ്റിംഗ്
പാർക്കർ സിപിഐ, സ്വാഗെലോക്ക്, പാർക്കർ എ-ലോക്, ഹോക്ക് ഗൈറോലോക് മുതലായവയുമായി ആശയവിനിമയം നടത്തുക.
അപേക്ഷകൾ
വ്യാവസായിക കോഡുകളും സ്പെസിഫിക്കേഷനുകളും ഉപയോഗിച്ചാണ് ഇത് രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്.ഉയർന്ന മർദ്ദമുള്ള വാതകം, വാക്വം, ഇംപൾസ്, തെർമൽ ഷോക്ക്, ഹെവി വൈബ്രേഷൻ, കൂടാതെ നിയന്ത്രണ സംവിധാനങ്ങൾ, പ്രോസസ്സ്, ഇൻസ്ട്രുമെന്റേഷൻ ഉപകരണങ്ങൾ, വിവിധ ആപ്ലിക്കേഷനുകളിൽ ഉപയോഗിക്കുന്ന വ്യാവസായിക ഉപകരണങ്ങൾ എന്നിവയിലെ മറ്റ് കർശനമായ ആപ്ലിക്കേഷനുകളിൽ ഇത് മികച്ച ചോർച്ച രഹിത സീലിംഗ് നൽകുന്നു.ഉദാഹരണത്തിന്: പൾപ്പ് & പേപ്പർ മില്ലുകൾ, പെട്രോളിയം പ്രോസസ്സ് പ്ലാന്റുകൾ, കെമിക്കൽ പ്രോസസ്സ് പ്ലാന്റുകൾ, ക്രോമാറ്റോഗ്രഫി, പവർ ജനറേഷൻ പ്ലാന്റുകൾ.. .
സവിശേഷതകൾ
- നിർമ്മാണം - നാല് കഷണങ്ങൾ യൂണിറ്റ്: ശരീരം, നട്ട്, ഫ്രണ്ട് & ബാക്ക് ഫെറൂൾ.എക്സ്ട്രൂഡും വ്യാജവുമായ കോൺഫിഗറേഷൻ.
- സ്വയം വിന്യസിക്കുക, വൈബ്രേഷൻ പ്രതിരോധം, താപനില സൈക്ലിംഗ് പ്രതിരോധിക്കുക..
- പ്രയോജനങ്ങൾ - ഇൻസ്റ്റാൾ ചെയ്യാൻ എളുപ്പമാണ്, ആന്റി-കോറഷൻ, കൂടാതെ ഇൻസ്റ്റലേഷൻ സമയത്ത് ട്യൂബുകളിലേക്ക് ടോർക്ക് കൈമാറ്റം ചെയ്യപ്പെടുന്നില്ല.
- മെറ്റീരിയലുകൾ - SS316 സ്റ്റാൻഡേർഡ് ആയി.അഭ്യർത്ഥന പ്രകാരം SS304, Brass എന്നിവ ലഭ്യമാണ്.
സ്പെസിഫിക്കേഷൻ
- താപനില പരിധി: -325°F മുതൽ 1200°F വരെ (-198°C മുതൽ 648°C വരെ)
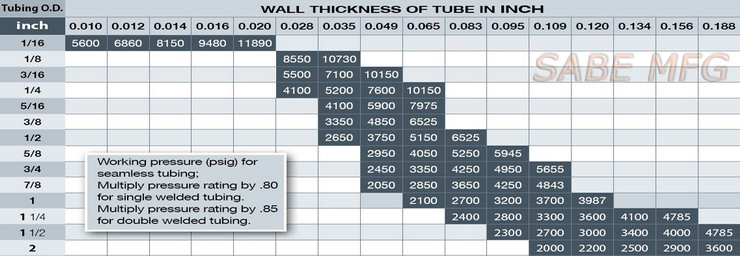
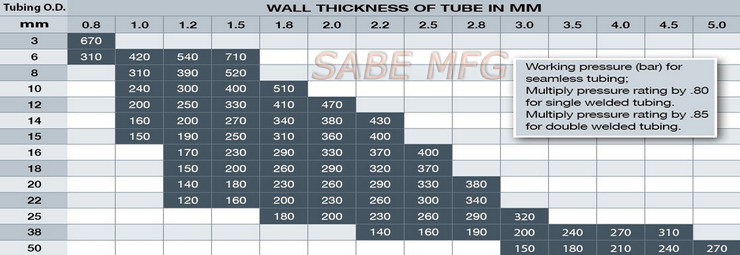
- പ്രവർത്തന സമ്മർദ്ദം ചുവടെയുള്ള ചാർട്ട് കാണുക
അസംബ്ലി നിർദ്ദേശങ്ങൾ
SABE ഫിറ്റിംഗുകൾ അസംബിൾ ചെയ്ത് വിരൽ മുറുക്കിയാണ് വിതരണം ചെയ്യുന്നത്.അവ ഉടനടി ഉപയോഗത്തിന് തയ്യാറാണ്.ഉപയോഗിക്കുന്നതിന് മുമ്പ് ഡിസ്അസംബ്ലിംഗ് ചെയ്യുന്നത് അഴുക്ക് അല്ലെങ്കിൽ വിദേശ വസ്തുക്കൾ ഫിറ്റിംഗിൽ കയറാൻ ഇടയാക്കും, ഇത് ചോർച്ചയ്ക്ക് കാരണമാകും.
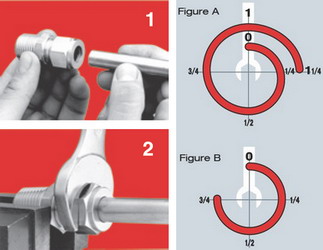
1. ട്യൂബ് ഫിറ്റിംഗിലേക്ക് ട്യൂബിംഗ് തിരുകുക.ട്യൂബിംഗ് ഫിറ്റിംഗിന്റെ തോളിൽ ഉറച്ചുനിൽക്കുന്നുവെന്നും നട്ട് ഇറുകിയതാണെന്നും ഉറപ്പാക്കുക.ഈ സ്ഥാനത്ത്, ട്യൂബ് കൈകൊണ്ട് കറങ്ങുന്നില്ല.
2. നട്ട് മുറുക്കുന്നതിന് മുമ്പ്, നട്ടിന്റെ ഹെക്സിൽ ഫിറ്റിംഗ് ബോഡിയിലേക്ക് നീളുന്ന ഒരു സ്ക്രൈബ് മാർക്ക് “0″ എന്ന നിലയിൽ വരയ്ക്കാൻ ശുപാർശ ചെയ്യുന്നു.ഈ അടയാളം ആരംഭ പോയിന്റിനും ശരിയായ പുൾ-അപ്പിനും ഒരു സൂചകമായി വർത്തിക്കും.
3. ഒരു ബാക്കപ്പ് റെഞ്ച് ഉപയോഗിച്ച് ഫിറ്റിംഗ് ബോഡി സ്ഥിരമായി പിടിക്കുമ്പോൾ, നട്ട് 1-1/4 വളവുകൾ മുറുക്കുക, സ്ക്രൈബ് മാർക്ക് കാണുക, ഒരു പൂർണ്ണ വിപ്ലവം ഉണ്ടാക്കുക.തുടർന്ന് ചിത്രം എ പ്രകാരം എൻഡ് എന്ന സ്ഥാനത്തേക്ക് തിരിയുന്നത് തുടരുക. (1/8″, 3/16″ വലുപ്പമുള്ള ട്യൂബ് ഫിറ്റിംഗുകൾക്ക്, ചിത്രം ബി ആയി വിരൽ മുറുകിയതിൽ നിന്ന് 3/4 തിരിവുകൾ മാത്രമേ ആവശ്യമുള്ളൂ)
ബ്രാസ് ഇൻസ്ട്രുമെന്റേഷൻ ട്യൂബ് ഫിറ്റിംഗ്





